Rotational Molding is one of many plastics manufacturing processes producing extremely durable parts and components with a very long usable lifespan. Rotational Molding, also known as rotomolding or rotocasting is a thermoplastic process for producing parts that was developed in the 20th century, gaining much industrial traction in the 1960's. It has began growing immensely in popularity and functionality, thus growing in a larger demand in some industries in comparison to other plastics processes such as plastic injection molding, thermoforming or blow molding in some aspects. The rotational molding process is preferred over many other plastics manufacturing processes because of it's ability to manufacture durable, complex hollow products, which are virtually impossible to manufacture using the other processes.
The Rotational Molding process provides a number of advantages including cost effectiveness, quality finishing, little to no size limitations and the fact that it is considered eco-friendly in many aspects due to its ability to recycle and re-use materials easily and readily.
With Granger Plastics Company, you will find an American industry leader and rotomolding authority with extensive and specialized experience with complex products and a company offering a complete set of secondary services including trim, assembly, foam filling, packaging, drop shipping, material conversion from less durable materials to polyethylene and more. Granger Plastics can also provide engineering and rotational molding design expertise that can aide in bringing your products to market faster or can help determine if the rotational molding process is right for your project! Granger’s in house tooling and metals shop helps provide complete industry leading solutions by offering in-house fabrication of Molds for Rotational Molding and the ability to repair or modify tooling in house, without delaying production to ship tooling across the country for repair or modifications! Learn more across the links below for additional Rotational Molding Information.
Mold in the Cooling Chamber in the Rotatonal Molding Process
What exactly is Rotomolding? Do you know what makes this very specialized process so different from other types of plastic manufacturing? What kind of products can be made from this process and with what materials? What advantages do rotationally molded parts have? What does a roto-molding facility and the machinery used to manufacture by this process look like? This short video will introduce you to rotational molding and give you a crash course into the stages and steps a part goes through to be manufactured in this way. Click on the video below to learn!
“What is the Rotational Molding Process?”
Rotational Molding is an extremely specialized process used to create exceptionally long lasting and durable plastic parts. Rotational molding utilizes a mold to manufacture the parts like most plastics processes but unlike most other plastic manufacturing no pressure is used to move the material through that mold. Instead, Heat is used to melt and fuse plastic resin in a closed mold rotating on two axes. Let’s take a closer look at this process.
Rotational molding is a four-stage process.
Stage One: Loading
The first step is loading the resin in the mold. Pulverized material in a fine powder form is loaded into the prepared mold. The mold is then secured closed and rotated to ensure no powder is able to escape.
(Top) Rotational Molding Material Being Weighed Out ;
(Bottom) Material being loaded into a Mold.
Stage Two: Heating
The mold is then moved into the heating chamber of the oven while rotation on two axes at a low speed thus both distributing and fusing the resin.
Rotational Molding Arm going into Oven
Stage Three: Pre-cooling and Cooling
After completing the cook cycle, the mold is then moved to the cooling chamber and cooled by air or water spray or a combination of both, while still rotating, thus lowering the temperature in a gradual manner.
Compressed footage of a Mold in a cooling chamber
Stage Four: Unloading
The mold is opened, the finished part is removed and the mold is prepared for the next cycle.
Rotationally molded product being pulled from mold
A variety of materials are available for rotational molding though the most widely used is polyethylene. Other potential materials include plastisols, nylon, fluoropolymers, polycarbonate, polypropylene, polyurethane, and elastomers. Through rotational molding parts can be manufactured economically, in small or large quantities and in a variety of shapes and sizes, many of which would be impossible to produce by any other process.
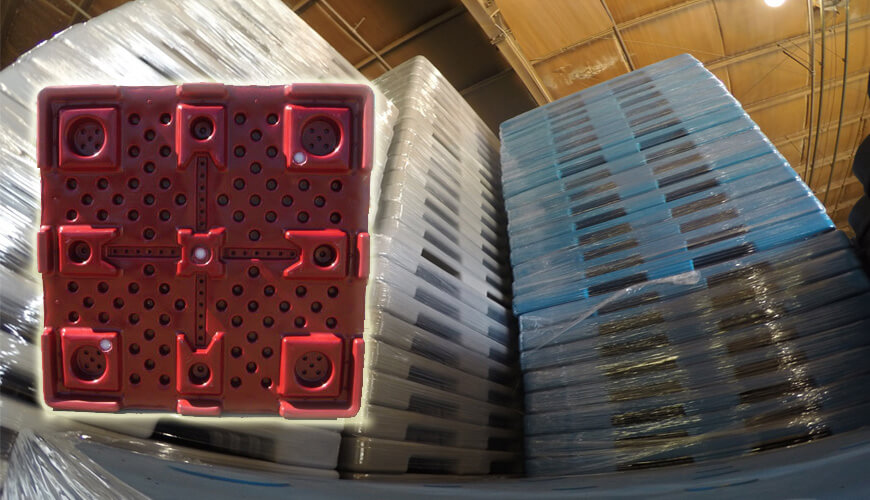
Commonly rotationally molded products Laundry carts, Chemical tanks, Playground equipment, Shipping containers, pallets, bins, trash cans, liners, secondary containment tubs, buoys, septic tanks, piping, barriers, agricultural tanks, bulk storage containers, machine housings.
To find out if your project would be benefit from the rotational molding process contact Granger Plastics Company at 513-424-1955 for a thorough evaluation and quote. Learn more about Rotomolding, the plastics manufacturing process and the requirements for success in rotational molding in the rotomolding informational series below.
Rotomolding design is a process that involves designing a part or product and a mold or tool to manufacture those products. It is ideal to involve an engineer or staff who understand the principles and nuances of the rotational molding process in effort to make the design process as efficient as possible. The rotomolding process is known for its ability to produce durable hollow and double wall parts, contingent upon the mold design.
Rotational Molding will allow for a variety of special features to be incorporated into the design or the products. Some of these special features include molded-in threaded inserts and fittings, molded in aluminum features such as extrusions, fittings and even molded-in carbon or stainless steel components such as tubing, stainless steel bushings and more. Due to the lack of stress involved in the manufacturing process, the rotomoulding process produces wildly durable products and components. When the proper materials are utilized for production, such as certified prime virgin materials, the parts can be engineered to be be impervious to the mother nature's elements and harshest conditions. Because of the versatility of the design capabilities and the special features that can be incorporated into a rotational molding design, rotomolding can provide a molded solution for a plethora of industries.
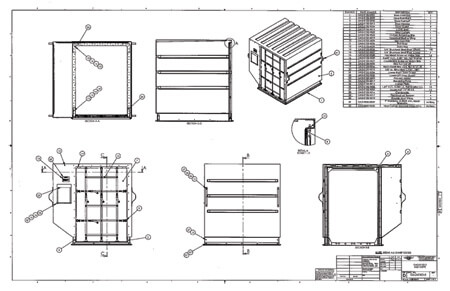
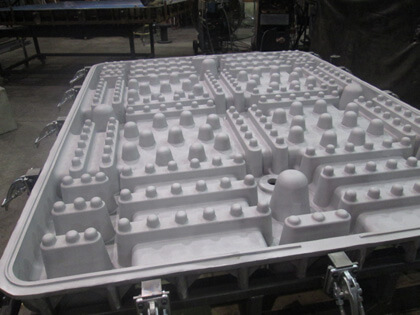
Design for a Rotationally Molded ULD Container
Rotational Molding allows for shapes or features of the design that seamlessly blend. Curves and transitions are accomplished in the design process, allowing rotationally molded products to have nice geometric shape that enhance the products beauty and aesthetics while adding durability. Ribs and kiss offs may be added to the design to increase strength and rigidity while angles and shapes can be added to the part for further enhancement of strength.
Many rotationally molded products incorporate foam filling to add strength and insulating capabilities to the parts.
Foam filled products require a double wall design to contain the injected urethane foam between the walls. Many people are familiar with foam filled rotationally molded products such as rotomolded coolers, spine boards and floats, however a growing variety of other products feature injected foam filling as well, including pallets, material handling trays, tornado shelters, doors and more.
Injected urethane foam rising in a double wall rotomolded product
Cross section of a foam filled rotationally molded part
Additional features such as spin weld fittings, bulk head fittings, mold in graphics and even post mold graphics are additional features that can be incorporated into a product design. Take all design features into consideration as the design is being worked on or completed. This will potentially eliminate the need to have the tooling modified once the molds are completed, increasing costs and delaying production.
Once the design for the rotationally molded product is complete and signed off on, the next step is to make a mold for rotational molding manufacturing. Most molds for rotational molding are either cast or fabricated from aluminum, steel or even stainless steel. Some molds are even machined in effort to speed up the manufacturing process in some instances.
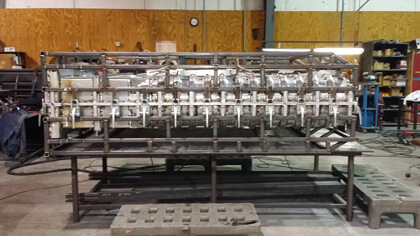
Molds for rotomolding can be designed to house multiple chambers or cavities, thus producing multiple parts in a single round. How well the mold is designed and the quality focus of the mold construction will greatly dictate the quality of the part produced from the mold.
Mold for Rotational Molding being repaired
While mold modifications are relatively common to the rotomolding industry, they should be minimized when possible as certain types of molds or tooling do not handle some modifications very well, such as cast molds or tooling. Mold modifications can occur in instances such as design improvements, component changes, shrinkage adjustments and more.
Working with a knowledgeable rotational molding professional or rotomolding company should give you an advantage over over your competitors, as they should be able to intelligently discuss your projects requirements and features while providing details as to what is possible of being accomplished and how the product will function as a rotationally molded part.
Experienced rotomolding experts can walk a new client through the entire process from concept, design idea, necessary design changes, mold fabrication, rotomolding process, trim & assembly, packaging and even future inventory scenarios. The ideal situation for most clients is to have as many of these elements as possible in a single location.
Rotational Molding Design Issues to Avoid
A number of commonly experienced design issues can be revealed during the initial design discussions. With some direction or education, several of these issues can be avoided, which may cause manufacturing or quality issues in production later. Continue reading on to learn how to avoid some commonly experienced design issues that could plague your rotational molding design.
Flat Walls
Flat walls are one of the most common issues that plague a rotationally molded
product design. Long or large flat surfaces are difficult to achieve via the rotomolding process. Typically the rotational molding process is trying to form a hollow vessel, the parts typically have little to no internal structure. Experienced rotomolding professionals will know to avoid the large flat surfaces, trying to break up the large flat areas by incorporating some structure or geometry to the product. This is often achieved by adding ribs, kiss offs, even a crown or corporate logo to the surface.
Industry tolerances of the rotomoulding process are standard at 1%. Some molders can hold tighter tolerances than this through a multitude of ways. Shrinkage, warpage, cooling and various environmental factors are all variables that have influence on the final molded product, these all need to be taken into consideration initially during the rotational molding design phase. The industry standards for flatness of a rotomolded product is ±.20" per inch. In conjunction with the other previously mentioned variables, this could be further increased.
Material Flow
One of the vast differences of the rotational moulding process is that the raw materials are pulverized to powder, where as many other plastics molding processes use pellets or film. During the cook cycle part of the process, the air that is captured between the polymer particles is being heated in effort to "cook out" all of the air. Because of the rotation and the powder materials, getting the material to flow properly in the mold is a crucial step in the rotomolding process. Material that bridges between wall surfaces is an issue that is commonly experienced in production. While it should be readily discovered in the design process, novice engineers or rotomolders can sometimes miss or underestimate the physical properties of the material to "bridge" or "web" between wall surfaces, not allowing the material to flow through the mold. The restriction of the material flow will create voids in other areas of the rotomolded product.
A general guide to avoiding material flow issues is for a minimum of 5x (times) the wall thickness between any walls, ribs or surfaces in the product in effort to avoid material flow problems.
Sharp Corners
As with most plastics molding processes, sharp corners are a production issue for the rotational molding process. Sharp corners should be avoided when possible during the inti al rotational molding design stages when designing a product. Sharp edges minimize the ability of the materials to flow throughout the mold during the molding process. Due to the lack of ability for the material to flow through mold effectively will most likely cause voids are other areas in the sharp corners to not fill in properly where the material could not lay down of flow properly through the mold. Sharp edges also tend to create stress risers in the product, developing an area capable of failure or fatigue.
Because of the necessary design to create a sharp corner in a rotationally molded product, sharp corners typically will create a heat sink, an area that collects more heat in than other areas of the tool or mold, thus building up thicker areas of wall thickness with thin inside corners.
The generally accepted work around for sharp edges in a rotomolded product is to add a radius to a corner. This will enhance the final quality of the rotational molding design, while making the part aesthetically appealing. An outside radius should be no less than .125" and should be as large as possible. The inside corners of a corner should never be less than the nominal wall thickness of the product. A poorly added radius could lead to future product failures. Avoid rotational molding design issues like sharp corners at all costs!
Draft Angles
Draft angles are a critical component of rotational molding design. The design requirements for draft angles are important to the success of rotomolded products as they are a primary feature to assist in helping to release the parts from the mold as it cools. Geometry, heavy textures and even engraved features such as logos, warning plates or gallon markers could require additional draft angle in comparison to simple geometric shapes such as a block, cube or a cylinder, such as a vertical water tank. Just as a general guide, engraved textures can typically function successfully with as little as 3 degrees of draft angle, while undercuts as well as protruding features may require as much as 5 degrees of draft.
Aesthetics
The rotational molding design process is critical to ensure that the aesthetics of the final product meets or exceeds the client's expectations. The repeatability of the aesthetics in a rotationally molded designed product should be addressed as the design of the rotational molding project takes place. It is important that the mold or the fixture for each project or product is carefully designed with final aesthetics considered. The expectations of the final aesthetics should always be addressed in the design phase to ensure that all of the details and features are captured to the customers specifications.
In conclusion, rotational molding offers far more flexibility in the design of products and components and the necessary molds or tooling that is required for the rotational molding process. As mentioned above, most tooling or molds can be modified after they are produced for changes or improvements that could be made to the products or tooling. Due to the versatility of the rotomolding process, wall thickness changes of final products can be changed by modifying the shot weights of most products by simply adding or removing materials to the pre-existing shot weight without modifying the molds.
Once the rotational molding design process is complete, the next integral step to going into production is for a mold or tool for rotational molding to be completed. It is critical that the molds be designed accurately and completely for the process in effort to keep the process efficient and on track. While molds can be fabricated, cast or even machined, sometimes the time table for the project will dictate which process is used to create the tooling if there is time constraints surrounding the project. Mold costs are typically the determining factor of the project, which will dictate the selection of the mold manufacturing process. Also finding a rotational molding supplier that operates an in-house mold or metals shop is integral to the success of most rotational molding customers, as they can build, modify or repair molds in house, eliminating down time for repairs, transit, etc.
Because of the heating and cooling cycles experienced by molds in the rotational molding process, it is common for the molds to experience some typical wear and tear. These common occurrences can usually be fixed in a short period of time if a rotomolding supplier has an in-house mold or metals shop that is capable of providing such service. If not, the molds will not only have to be pulled out of production, they will require additional lead time as they will have to be shipped to a vendor for repairs. The savings and efficiencies that can be gained by a rotomolding leader that repairs or modifies tooling in house is insurmountable. Because of the constant heating and cooling of the molds or tooling in the rotomolding process, many molders will suggest Aluminum as the preferred material for mold construction as it wears better than steel, eliminates rusting concerns that plague carbon steel materials and offers superior heat transfer properties over steel.
Quality is a necessary staple of any and all rotational molding molds. If the mold is poorly designed or poorly built, there's a good chance it will produce poor quality products. Some molders will 'skimp' on quality in various different means. Incomplete welds, poorly blasted surfaces, using vice grips or nuts and bolts to secure the molds closed are all tell-tale signs of molds that have been poorly designed or built. As an example, some mold vendors will select to use very cheap clamps or even nuts and bolts to secure a mold closed because some of the "higher end" clamps have a little bit more cost. However, it is extremely RARE to replace some of the higher end clamps as they require less maintenance and withstand the rotational molding process much better and operate efficiently and safely during production for the machine operators. If Granger Plastics builds your molds for rotomolding or oversee's the production of your tooling at an outside vendor, Granger will maintain that tooling for free as long as Granger is the producing rotomolding supplier for the project.
The Granger Plastics Metals shop produces metal fabrications to perfectly compliment many of the rotationally molded innovations and solutions produced by Granger for leading OEMs and manufacturers. Steel Racks, Aluminum weldments, mounting plates, bases and so much more! The metals shop at Granger Plastics Company produces some of the highest quality complimentary metal fabrications required for the rotational molding industry!
Building molds and tooling for the rotomolding process requires experience and expertise. Going at it alone can cost valuable time and money. Work with a true internationally recognized rotational molding leader in Granger Plastics. Learn more at http://www.grangerplastics.com
Mold Shop Gallery
Click any thumbnail image to the right to display the larger image in the Metals & Mold Shop Image Gallery.
Rotational molding has several distinct advantages yielded by this manufacturing process. Polyethylene, the material used most for rotational molding contributes greatly to the durability of rotationally molded parts.
What are some qualities of rotationally molded polyethylene parts?
They last a very long time – materials for Rotational Molding last an extremely long time before they begin to biodegrade. The most commonly utilized material, Polyethylene has a half-life of 10,000 years. Rotationally molded parts will last much longer than other materials.
Polyethylene can be exposed to the elements - Able to withstand a wide range of temperatures in various environments and applications. Exposure to Water does not deteriorate the material. Rotationally molded parts can be buried in the ground or remain outside in the elements with little to no deterioration.
Rotational molding has the ability to manufacture parts with a double wall - A double wall part allows for structure to be added to maximize the performance and lifespan of a part. This double wall construction can often be filled with foam to add rigidity and strength. This creates parts and products that can perform for long periods of time under many stressful conditions. Custom Rotational Molding capabilities can produce products for virtually any application.
Rotationally molded parts are much lighter weight than many common materials, while remaining more durable and longer lasting.
Rotationally molded products can be made to meet the FDA requirements for food grade materials. Polyethylene is safe and non-toxic and can be used for storing food and drinking water.
Polyethylene can be exposed to a large number of chemicals without deterioration making rotationally molded parts especially effective for tanks used for manufacturing, agriculture, or housing toxic or caustic chemicals.
In summary, rotationally molded parts are long lasting, impervious to the elements, able to be manufactured with extremely durable double wall construction, light weight, safe for food and water and able to withstand a large number of toxic chemicals. Do any of your products need to do any of that? Then the rotational molding process might be right for you!
A rotational molder specializing in custom rotational molding will have a staff on site that can take a concept of a part through the entire process of design, mold making and manufacturing. Some rotational molders only manufacture a certain type of part or do not offer custom services at all. A rotational molder offering custom services will usually have in-house engineers to walk a potential customer through the design process, a mold shop to fabricate the tooling for the job and machinery large enough to manufacture the needed part. So what can you expect if you have a part that needs to be rotationally molded?
Custom Rotational Molding Process
Product consultation – Most custom rotomolding jobs start with a meeting or conversation with our staff to determine the needs of the part, the environment it will be used in and if rotational molding is the right manufacturing choice. Any drawings or design ideas can be submitted at this point in the process for consideration.
Rotational Molding Design - The rotomolding design process requires engineers with specialized roto-molding experience. A custom rotational molder would have engineers available to analyze the part concept or drawings to make sure they will work as a rotationally molded part. They will also analyze the use of the part to be manufactured such as load bearing needs, environmental stresses or any specifications unique to the application. A design will be drafter from with a mold will be make.
Tooling – Fabricating or casting the tooling for a custom rotationally molded product is the next step in seeing that product be manufactured. Tooling can take weeks or months to be produced and the engineering staff and metal workers work closely to execute the design. Finding a rotational molder that has a mold shop in house can not only speed this process up but also ensure adjustments or repairs to the mold are done in a timely manner.
Manufacturing – Once the tooling is complete the research and development stage of manufacturing can begin. Rotational molding is a lot like baking a cake, so a recipe of materials and cook time is developed through both calculations and trial and error. Once the perfect cycle is developed the development ends and true manufacturing of the product begins.
Developing a custom rotationally molded part requires skill and attention at each step and finding a rotational molder able to complete the process from beginning to end can save time and money. For your custom rotational molding needs contact Granger Plastics Company at 513-424-1955 or visit www.grangerplastics.com to find solutions beyond expectations.